This invention pertains to a course of for the distillation of petroleum.
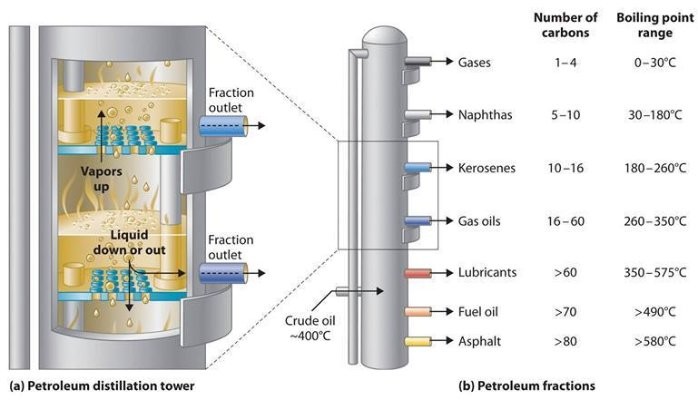
It is understood that petroleum as obtained from oil wells, tar sands, shale rock or the like will not be a substance which chemically is homogeneous, but is composed of individual hydrocarbon groups which differ in construction. Thus petroleum could be distilled by constant provide of heat and as a consequence is split into fractions of different boiling ranges, from normal temperature up to about 350°. This distillation of petroleum is usually known and has for a very long time been a part of the prior artwork. The proportion of the completely different hydrocarbons current in the petroleum relies on the petroleum deposit and differs from one deposit to another. It determines basically the quantity of distillate of a sure temperature vary, for example, the hydrocarbon fraction 70/one hundred twenty (boiling range between 70° C. and 120° C.). It is this fraction which is actually used as a gas for motor vehicles.
The results of a looming scarcity of power, on the one hand, and the pollutant exhaust gases which occur when hydrocarbons are burnt in engines of motor vehicles, however, have led to strenuous efforts to exchange the merchandise obtained by distillation from petroleum by other fuels. There have additionally been efforts to develop hydrocarbon fuels in order that they are extra favourable as regards environmental situations, by avoiding sure properties, for example, by avoiding a very excessive octane number. Methanol (CH3 OH) has been discussed as substitute for the conventional petrol or diesel fuels for personal cars, but is has not been possible for methanol to be straight used as gas for typical petrol engines due to its unfavourable ignition and burning behaviour.
It’s an object of the invention to take these necessities into consideration at the time of distilling petroleum and as a consequence to improve the energy stability with the distillation of petroleum. The vitality which must be utilized for carrying our the distillation of petroleum, which at atmospheric stress might require temperatures of as much as roughly 350° C., is actually determined by the heat quantity for vaporizing the liquid boiling as much as this temperature, it being moreover essential to provide a heat amount corresponding to the heat loss. These heat losses rise as the distillation temperature is increased.
It is subsequently proposed in accordance with the invention that methanol (CH3 OH) is added to the petroleum.
Thus in accordance with the invention there may be offered in a distillation course of during which a fabric selected from crude petroleum and partially purified petroleum products is distilled and one or more liquid distillate fractions are collected having boiling factors at atmospheric strain as much as about 350° C., The development which contains distilling the fabric in the presence of methanol and gathering a methanol containing distillate fraction. The addition of the methanol can already take place prior to the distillation. However, it is usually potential for the methanol, advantageously preheated to about 60° C., to be added during the distillation in the suitable distillation part. Such a process is particularly attainable when there’s a methanol plant in the rapid vicinity of the distillation plant, in order that the methanol forming in the recent state in the methanol plant can be added immediately and without any cooling.
It’s additional proposed that the temperature curve with normal strain distillation is arranged to rise as much as the boiling point of the azeotrope methanol/hydrocarbon fraction 70/130 (i.e. the fraction boiling at 70° C. to 130° C. at atmospheric pressure) and is then stored fixed until the methanol-containing fraction is completely distilled off.
The amount of methanol to be added to the petroleum determines the properties of the distillate which kinds on the boiling point of the azeotrope, this temperature being at roughly 63° C. If a sure composition is not reached in such a case, then it’s proposed in accordance with one type of the means of the invention that the amount of methanol to be added to the petroleum corresponds approximately to the proportion of hydrocarbons which boil without addition of methanol as much as 120° C. In this manner essentially all of the hydrocarbons boiling within the range of from about 70° C. to about 120° C. at atmospheric stress might be removed within the methanol-containing azeotrope.
Whether it is desired to have a certain methanol content within the distillate, then it’s proposed that the amount of methanol to be added to the petroleum is tailored to a prescribed methanol content material of the methanol-containing distillate.
The quantity of methanol for use can differ inside extensive limits, e.g. from about ninety five% methanol to about 5% methanol by weight based mostly on the weight of petroleum. However it will usually be preferred to work with less than about 50% of methanol by weight primarily based on the weight of petroleum; sometimes one will work with 30% or much less, e.g. between about 5 and about 25%, of methanol. The proportion of methanol might, as already mentioned be associated to the size of the hydrocarbon fraction 70/one hundred twenty, e.g. about 10% thereof by weight to about forty%, or more significantly about 20% by weight of that fraction.
The fabric provided for the distillation is usually a methanol-petroleum emulsion, equivalent to that which is formed when methanol and petroleum are transported together in a pipeline as described in our copending patent utility Ser. No. 543,242 filed Jan. 22, 1975 now U.S. Pat. No. 4,027,688.
The effect which is achieved by the invention is that the vitality demand necessary with the distillation of the hydrocarbon fraction 70/one hundred twenty of the pure petroleum is significantly lowered by the addition of methanol. Hydrocarbons and methanol, i.e. hydrocarbons and alcohols, do the truth is type azeotropic mixtures of which the properties are productive with specific effect, just within the 70/a hundred and twenty hydrocarbon fraction. The formation of such azeotropic mixtures between certain hydrocarbons and alcohol is understood per se, as a result of such mixtures happen when benzene (C6 H6 is blended with ethanol, with the intention to remove the residual water content material from the alcohol.
Utilizing the method based on the invention, it is feasible by this mixture formation for all the hydrocarbon fraction forming without methanol within the vary from about 70° C. to about 120° C. to be distilled off at roughly 65° C., because of which will probably be apparent to the skilled reader that an energy saving is clearly obtained. In addition, a reduction within the heat losses is achieved by the truth that a fraction which normally is to be distilled over a certain time period at relatively high temperature is distilled at lower temperature. It is just after distilling off the methanol-containing fraction that the temperature rises again in order then additionally to cowl the fractions which boil above about 120° C. FIG. 1 of the accompanying drawings shows in diagrammatic kind a temperature curve which is obtained upon distilling a pattern of crude petroleum within the presence of methanol at atmospheric strain.
On commencing the distillation at the moment t°, the readily unstable constituents start to boil and are distilled off until the moment t1, which corresponds to a temperature of roughly 63° C. Definitely more heat is steadily equipped within the interval between the instants t1 and t2, however the temperature doesn’t rise until the methanol-containing fraction is all distilled off at t2. By provide of further heat in the interval between t2 and t3, the higher hydrocarbons are actually heated up to about 120° C., whereupon the distillation continues in a fashion known per se.
One other technical benefit of the invention is to be seen within the distillate which kinds at the boiling level of the azeotrope as a result of the distillation in keeping with the invention, which distillate contains the next or smaller proportion of methanol, relying on necessities, and can be used as an engine gas. This engine gas is characterised by significantly good anti-knock properties and, owing to its alcohol content material, is environmentally acceptable. If the methanol content will not be greater than 20%, the gas may be used in petrol engines with none detectable decreases in effectivity. Nonetheless, high methanol contents still result in a gas which can be utilized, although certain adaptations to the engine are necessary.
The methanol-containing fraction which is formed by the distillation may also be used for heating purposes.
To not be beneath-valued is the considerable significance which the invention has acquired for separating a methanol-petroleum emulsion into exploitable products, without it being vital for this emulsion to be broken by the addition of demulsifying brokers and splitting it up into elements. In sure circumstances, a very appreciable formation of petroleum-methanol emulsion is to be expected when the natural gas forming in or in the vicinity of a petroleum deposit is converted into methanol and is admixed with the petroleum for the purpose of frequent transport as described in our copending patent utility Ser. No. 543,242 filed Jan. 22, 1975 now U.S. Pat. No. 4,027,688.
FIGS. 2 and three of the accompanying drawings are diagrammatic circulate sheets illustrating the appliance of the invention to continuous distillation processes.
In the plant proven in FIG. 2 crude oil is equipped by means of a line 1 to a primary “flash distillation” column 2. Gas, consisting basically of a mixture of C2 to C4 hydrocarbons, is removed overhead by line 3, while a gentle naphtha fraction, having a boiling point of less than 70° C. at atmospheric stress, is eliminated by line 4. Heat from the distillation is provided as indicated by the arrow 5. The underside fraction from column 2, i.e. all that a part of the petroleum having a boiling level at atmospheric pressure of 70° C. or extra, is removed by line 6. Methane from a convenient supply, e.g. a natural gas properly, is provided by line 7 to a methanol plant 8 of standard design. Methanol leaves the plant eight through line 9 at a temperature of 60° C. and is combined at level 10 in applicable proportion with the underside fraction from the primary “flash distillation” column 2. The resulting methanol/petroleum mixture is fed to a second “flash distillation” column 11 through line 12. Heat is provided to column eleven as indicated by arrow 13. A methanol/hydrocarbon azeotrope boiling at 63° C. at atmospheric pressure is eliminated overhead from column eleven by line 14. The bottoms from column eleven are primarily free from methanol and move along line 15 to a pipe still 16 the place they’re further heated and pass to a fractionation column 17. A excessive boiling petrol fraction (bp about 120° to 200° C. at atmospheric pressure) is removed from the highest of column 17 by line 18. Other greater boiling fractions resembling heating oils (having a boiling level range of about 200° to about 300° C. at atmospheric stress) and gas oil (having a boiling point range of about 300° to 350° C. at atmospheric strain) are taken off by lines 19 and 20 respectively. The bottom fraction, boiling at about 350° C. or larger at atmospheric stress, is eliminated through line 21 and passes to an additional pipe nonetheless 22 by which it’s additional heated. The new residue then passes to a vacuum distillation column 23 in which a heavy gas oil fraction is removed overhead by line 29, while an asphalt fraction is eliminated by line 25.
As an alternative of supplying natural gas through line 7 to the methanol plant, coal or crude oil or one other fossil gas or a derivative thereof or a mixture of two or extra thereof might be provided to the plant by way of line 26.
In FIG. 3 there is proven a circulate sheet illustrating the path of crude petroleum from the wellhead to the refinery and its distillation. Reference numeral one zero one indicates an oil nicely and reference numeral 102 a gas nicely. Petroleum is separated from natural gas at the wallhead of oil effectively 101, the natural gas being passed alongside line 103 to a methanol plant 104 of standard design wherein the natural gas is transformed to methanol. Gas from gas well 102 flows to methanol plant 104 alongside line 105. Methanol from plant 104 is carried out through line 106 to a mixing plant 107 the place it is blended with petroleum from well 101 equipped along line 108 and kinds a methanol-crude petroleum emulsion. An emulsion stabiliser may be added if desired however this is probably not essential.
From mixing plant 107 the ensuing emulsion is pumped along pipe line 109 by pumping station a hundred and ten. Further pumping stations (not proven) could also be provided at intervals along the pipeline. Pipeline 109 might lead directly to a refinery however, extra usually, it results in a tanker terminal or railhead at which the methanol is transferred to tankers or rail vehicles, because the case may be, for onward transport to the refinery.
Reference numeral 111 signifies a storage space for the emulsion. From storage space 111 the emulsion is fed to a direct-fired pipe still 112 via line 113 and to distillation column 114 operating at atmospheric stress. An overhead fraction is taken off by strains one hundred fifteen which is separated right into a gas fraction (eliminated by line 116) and a low-boiling liquid fraction (mild naphtha), a part of which is removed by line 117 and a part of which is returned as a reflux stream to the highest of the column by way of line 118. A methanol-containing azeotrope is removed by line 119 and higher boiling fractions (e.g. heavy naphthas, heating oils, light gas oils and medium gas oils) are eliminated by traces 120, 121, and 122. The residual oil passes along line 123 to a further pipe still 124 to a second distillation column 125 operating beneath lowered stress. A unstable fraction (heavy gas oil) is removed overhead alongside line 126 while asphalt is eliminated along line 127.
The methanol-containing azeotrope can be utilized as obtained as a motor gas or blended with further gasoline or diesel gas. Conventional additives equivalent to octane improvers; anti-knock additives or cetane imporous will be added if desired.
 Of course other fossil fuels can be used for the production of methanol instead of all or part of the natural gas used within the flowsheet of FIG. 3 as described above. Thus, if there isn’t any natural gas well conveniently located in the vicinity of the oil nicely one hundred and one part of the oil can be handed to methanol plant 104 along line 123. Alternatively coal will be supplied to the methanol plant 104 from line 129 as indicated by line 130. In fact methanol plant 104 should be tailored to swimsuit the particular chosen form of fossil gas.
Of course other fossil fuels can be used for the production of methanol instead of all or part of the natural gas used within the flowsheet of FIG. 3 as described above. Thus, if there isn’t any natural gas well conveniently located in the vicinity of the oil nicely one hundred and one part of the oil can be handed to methanol plant 104 along line 123. Alternatively coal will be supplied to the methanol plant 104 from line 129 as indicated by line 130. In fact methanol plant 104 should be tailored to swimsuit the particular chosen form of fossil gas.
If you are you looking for more information regarding Petroleum Refining stop by our web site.